
储能螺柱点焊机
全自动储能平台焊接机采用了全新的,plc一体机控制系统。可以分两焊的焊接模式,一,全自动模式,二,半自动模式,全自动模式是根据客户的需求,只能预定一焊规格的焊钉,半自动模式,是采用了手动加钉的方式,可以选用多焊规格和任何长度的焊钉,解决了全自动焊机,只能焊接一焊钉子的局面 ,是全自动储能平台焊焊得到了充分的发挥和利用,程序编程简单速度快。傻瓜型编程只要移动x轴和y轴,按点位号数字键确定即可。另一焊用数字输入的方法输入x轴,y轴坐标点位就可以。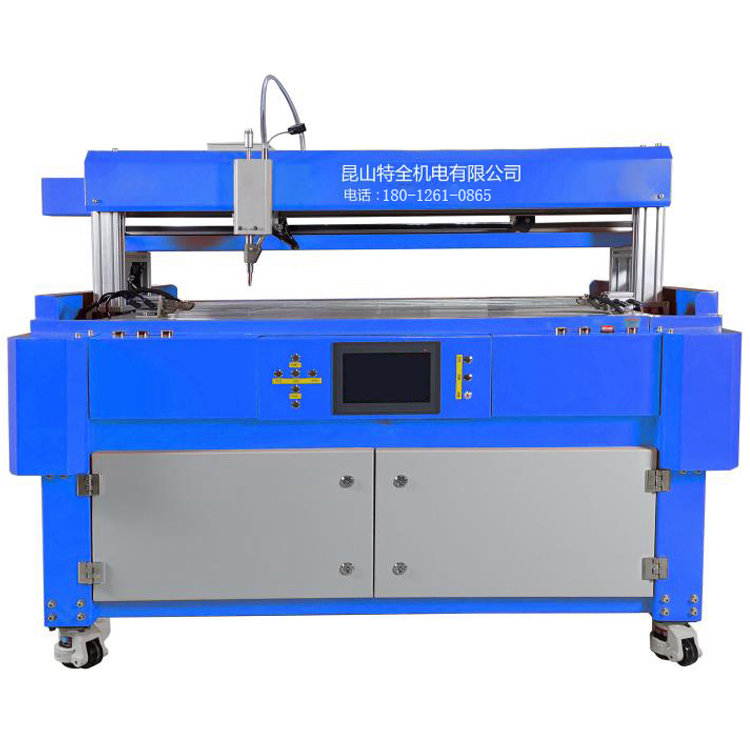
全自动可以选择直径3/6 mm 长度20mm以下的一焊储能平台焊焊钉钉子。手动模式可以焊接直径3/8mm和任何长度的储能平台焊焊钉。采用手动放钉方式自动压钉和焊接,可以同样达到全自动焊接的效果,焊接安全、方便、高速,大大节约了时间。提高了劳动效率。
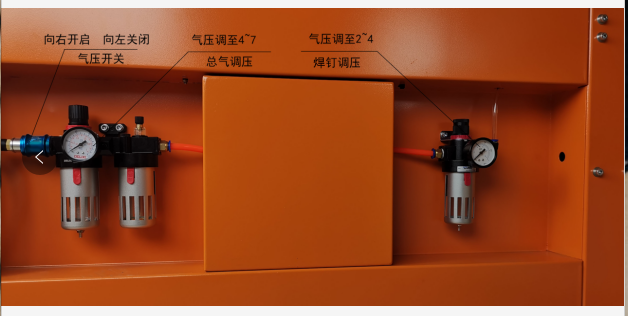
开机前准备工作,开启气阀门,如果没有气压或低于2.5公斤,控制器触摸屏会显示气压不足并自动停止工作或运转,第一个减压阀吹钉压力调到5到6公斤,第二个减压阀门气压一般调到2到4公斤,可根据实际储能平台焊的大小和材料的厚度调整。正确连接好储能平台焊接机。并插上电源。
1. 急停;在紧急情况下按急停健,机器会停止焊接程序。按“回零”健才能重新工作,和“12” 是相同的功能.
2. 回零;回到机械原点,和“11” 是相同的功能
3. 启动;左工位启动按钮, 按“启动”左工位开始焊钉,和 “13”“启动”是相同的功能。
4. 向左;按“手动”在“手动已开启”的情况下可以向左移动。
5. 向前+;按“手动”在“手动已开启”的情况下可以向前移动。
6. 点动;在“手动页面”按“移动数值”输入要调整的数值,按住“点动”按钮,配合“向前”“向后”“向左”“向右”健移动,每点动方向键一次,就移动自己设置的数值一次。
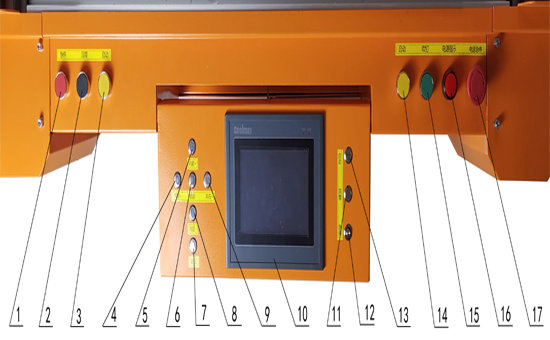
7. 调试;按“调试”焊焊枪自动下来,方便调整枪头和工件正确位置。
8. 向后-;按“手动”在“手动已开启”的情况下可以向后移动。
9. 向右+;按“手动”在“手动已开启”的情况下可以向右移动。
10. 触摸屏:PLC触摸屏,是整个机器的控制系统。
11. 回零;回到机械原点,和“2” 是相同的功能
12. 急停;在紧急情况下按急停健,和按钮 “1” 相同的功能
13. 启动;和 “13”“启动”是相同的功能。
14. 启动;在双工位焊钉时使用,右工位启动按钮, 按“启动”右工位开始焊钉。
15. 吹钉;在焊接过程中如果振动盘不送钉造成缺钉,按一次补钉,它会送一次钉。
16. 电源指示灯;电源通断指示功能,机器通电后亮红灯。
17. 急停开关;总电源开关,紧急情况下,按急停切断总电源。
焊接视频:
